
 鐵路設(shè)備
鐵路設(shè)備 運(yùn)轉(zhuǎn)設(shè)備
運(yùn)轉(zhuǎn)設(shè)備 鉆采設(shè)備
鉆采設(shè)備 噴漿支護(hù)
噴漿支護(hù) 提升設(shè)備
提升設(shè)備 防爆電器
防爆電器 礦用電氣
礦用電氣 通防設(shè)備
通防設(shè)備 救援設(shè)備
救援設(shè)備 化工設(shè)備
化工設(shè)備 路面建筑
路面建筑 園林機(jī)械
園林機(jī)械 節(jié)能環(huán)保設(shè)備
節(jié)能環(huán)保設(shè)備 水利機(jī)械
水利機(jī)械 泵類(lèi)
泵類(lèi) 電機(jī)
電機(jī)








焊接壓軌器說(shuō)明書(shū)
焊接壓軌器
焊接壓軌器|焊接型壓軌器|焊接式壓軌器|焊接型壓板
壓軌器產(chǎn)品介紹:
壓軌器:也稱作焊接型壓軌器、焊接型鋼軌固定裝置、鋼梁壓軌器、焊接型壓板、焊接式壓軌器。
作用:壓緊固定鋼軌,通常是焊接在工字鋼梁上有時(shí)候也用在預(yù)埋在混凝土的鋼板上。焊接型軌道壓軌器主要用于廠房鋼梁軌道的固定。
螺栓等級(jí):4.8級(jí)/8.8級(jí)
上蓋材質(zhì):球墨鑄鐵/鑄鋼
底座材質(zhì):鑄鋼
重 量:1.6KG(普通型)
配 件:上蓋,底座,調(diào)整肖,螺栓,螺母,彈墊,平墊。
固定件底座與吊車(chē)梁焊接,焊條型號(hào)選用應(yīng)與聯(lián)結(jié)件材質(zhì)相適應(yīng)。如采用Q235及Q345鋼時(shí)分別采用E4315、E5015型焊條。
壓軌器按適用軌道型號(hào)可劃分為WJK、SWJK、HWJK系列TG24、TG38、TG43、TG50、TG60、QU70、QU80、QU100、QU120
壓軌器材質(zhì):
1:半鑄鋼:上蓋為球墨鑄鐵、底座為鑄鋼。
2:全鑄鋼:上蓋和底座均為鑄鋼。
全鑄鋼壓軌器標(biāo)準(zhǔn):
(1)上蓋板,底座板,調(diào)整板為ZG270-500.材質(zhì)符合5676-85之規(guī)定.采用失蠟精密鑄造.II級(jí)級(jí)量,尺寸偏差符合JZ67-2II級(jí)精度之規(guī)定。
(2)螺栓,螺母為Q235BF鋼加工件,機(jī)械性能及化學(xué)成分GB700-88之規(guī)定,螺栓表面精度12.5 ,螺母符合GB 6170-86 之規(guī)定。
(3)平墊圈為Q235AF鋼,制作要求符合 GB97.1-85之規(guī)定。
(4)彈簧墊圈為65Mn或60si2Mn鋼,材質(zhì)符合1222-84之規(guī)定,制作要求符合GB93-87之規(guī)定。
壓軌器采用材料及要求:
(1)鋼板,夾板和型鋼采用Q235鋼(3號(hào)鋼),其技術(shù)條件應(yīng)符合國(guó)家標(biāo)準(zhǔn)規(guī)定。
(2)六角頭螺栓 螺母彈簧墊圈 墊圈應(yīng)符合國(guó)家標(biāo)準(zhǔn)規(guī)定。
(3)壓板采用碳素鋼鑄件(ZG230-450)或可鍛鑄鐵(KTZ450-06),其機(jī)械性能應(yīng)滿足表要求。
(4)彈性墊板采用復(fù)合橡膠墊板,橡膠壓舌及橡膠墊板采用耐油橡膠,其性能應(yīng)符合GB5574-85<工業(yè)用硫化橡膠板>中3807標(biāo)準(zhǔn),橡膠墊板的機(jī)械性能應(yīng)滿足表2要求。
壓軌器安裝要求
完成鋼軌接頭鋪放好復(fù)合橡膠墊板后對(duì)軌道調(diào)整定位,并將螺栓、壓板等零件就位,使壓板緊巾鋼軌下翼緣,然后安裝墊板、彈簧墊圈,將螺母擰緊到壓板上橡膠壓舌壓縮量約為2-3mm。
軌道安裝的允許偏差要求
軌道中心線位置偏差≤5mm;
軌道頂面標(biāo)高差≤5mm;
兩條軌道中心線間距離偏差≤5mm;
廠房橫向同一位置上兩條軌道頂面的相對(duì)標(biāo)高差;
柱子≤10mm 其它處≤15mm;
廠房伸縮縫處的鋼軌采用四孔夾板聯(lián)結(jié)。鋼軌跡4kg/m、38kg/m、43/m、50kg/m伸縮縫處可采用平接頭,QU70、QU80、QU100、QU120伸縮縫處采用45斜接頭,縫寬均為10mm。
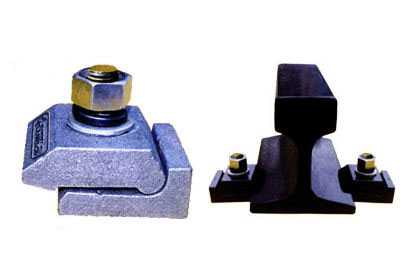
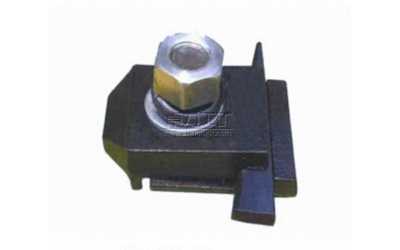
壓軌器實(shí)物圖-廠家實(shí)拍:

固定件底座與吊車(chē)梁焊接,焊條型號(hào)選用應(yīng)與聯(lián)結(jié)件材質(zhì)相適應(yīng)。如采用Q235及Q345鋼時(shí)分別采用E4315、E5015型焊條。
壓軌器按適用軌道型號(hào)可劃分為WJK、SWJK、HWJK系列TG24、TG38、TG43、TG50、TG60、QU70、QU80、QU100、QU120
壓軌器材質(zhì):
1:半鑄鋼:上蓋為球墨鑄鐵、底座為鑄鋼。
2:全鑄鋼:上蓋和底座均為鑄鋼。
全鑄鋼壓軌器標(biāo)準(zhǔn):
(1)上蓋板,底座板,調(diào)整板為ZG270-500.材質(zhì)符合5676-85之規(guī)定.采用失蠟精密鑄造.II級(jí)級(jí)量,尺寸偏差符合JZ67-2II級(jí)精度之規(guī)定。
(2)螺栓,螺母為Q235BF鋼加工件,機(jī)械性能及化學(xué)成分GB700-88之規(guī)定,螺栓表面精度12.5 ,螺母符合GB 6170-86 之規(guī)定。
(3)平墊圈為Q235AF鋼,制作要求符合 GB97.1-85之規(guī)定。
(4)彈簧墊圈為65Mn或60si2Mn鋼,材質(zhì)符合1222-84之規(guī)定,制作要求符合GB93-87之規(guī)定。
壓軌器采用材料及要求:
(1)鋼板,夾板和型鋼采用Q235鋼(3號(hào)鋼),其技術(shù)條件應(yīng)符合國(guó)家標(biāo)準(zhǔn)規(guī)定。
(2)六角頭螺栓 螺母彈簧墊圈 墊圈應(yīng)符合國(guó)家標(biāo)準(zhǔn)規(guī)定。
(3)壓板采用碳素鋼鑄件(ZG230-450)或可鍛鑄鐵(KTZ450-06),其機(jī)械性能應(yīng)滿足表要求。
(4)彈性墊板采用復(fù)合橡膠墊板,橡膠壓舌及橡膠墊板采用耐油橡膠,其性能應(yīng)符合GB5574-85<工業(yè)用硫化橡膠板>中3807標(biāo)準(zhǔn),橡膠墊板的機(jī)械性能應(yīng)滿足表2要求。
壓軌器安裝要求
完成鋼軌接頭鋪放好復(fù)合橡膠墊板后對(duì)軌道調(diào)整定位,并將螺栓、壓板等零件就位,使壓板緊巾鋼軌下翼緣,然后安裝墊板、彈簧墊圈,將螺母擰緊到壓板上橡膠壓舌壓縮量約為2-3mm。
軌道安裝的允許偏差要求
軌道中心線位置偏差≤5mm;
軌道頂面標(biāo)高差≤5mm;
兩條軌道中心線間距離偏差≤5mm;
廠房橫向同一位置上兩條軌道頂面的相對(duì)標(biāo)高差;
柱子≤10mm 其它處≤15mm;
廠房伸縮縫處的鋼軌采用四孔夾板聯(lián)結(jié)。鋼軌跡4kg/m、38kg/m、43/m、50kg/m伸縮縫處可采用平接頭,QU70、QU80、QU100、QU120伸縮縫處采用45斜接頭,縫寬均為10mm。
壓軌器實(shí)物圖-廠家實(shí)拍:
卓力工礦是國(guó)內(nèi)知名焊接壓軌器生產(chǎn)廠家,有豐富的經(jīng)驗(yàn)為客戶提供高品質(zhì)的焊接壓軌器及完善的售后服務(wù),如果您想了解最新焊接壓軌器價(jià)格或者更詳細(xì)信息,歡迎撥打服務(wù)熱線:![]() 13280082001 18605374511.或者聯(lián)系在線客服:
13280082001 18605374511.或者聯(lián)系在線客服: 點(diǎn)擊這里、立刻咨詢;我們攜程為您服務(wù)!
點(diǎn)擊這里、立刻咨詢;我們攜程為您服務(wù)!
常見(jiàn)問(wèn)題:焊接壓軌器發(fā)貨時(shí)間? 焊接壓軌器售后保障? 焊接壓軌器訂貨需要提供什么信息?
產(chǎn)品標(biāo)簽:焊接壓軌器|
焊接型壓軌器|焊接式壓軌器|焊接型壓板
|
上一篇:穿銷(xiāo)式防爬器
下一篇:軌道墊板












系電話")